[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
Making a Crankshaft Shim for a Studebaker 289 V-8

A customer was working on a Studebaker 289, which uses shims to set the crankshaft end-play. The original
shim, with the new bearings, gave him effectiveely zero endplay, and he needed something like .003 to .005,
as I recall. Factory parts are getting harder to find, and at the moment, no one makes any aftermarket shims,
so the fellow came to me to have one made to a precise thickness- determined to be 0.015".
I had no shim stock that thickness, and neither of us were interested in ordering an entire roll just to make
one shim, so I elected to make one out of 24-gage sheetmetal, which is nominally 0.024".
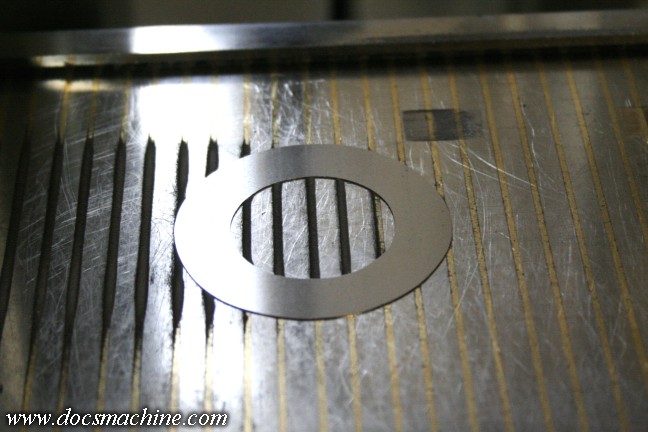
I had some scraps from an earlier project that were just the right size, and it was easy enough to
simply lay down the factory shim and scribe around it.

Now, the only precise part of this shim will be the thickness- the rest just needs to be close.
So rather than trying to figure out a way to turn or mill the blank to shape, I just cut it out.
First, by popping a starter hole with a Whitney punch...

And then cutting the rest of the inner disc out using an Adel nibbler.

The outside was a simple matter of a pair of Weiss snips.

A bit of filing...

A bit more filing...

And we have a nice, snug fit.

Now, it should just be a matter of slapping it down on the magnetic chuck of the surface
grinder and taking a few thousandths off, right?
Well, yes and no.
Yes, to start with...

I bet you thought sheet metal was flat, didn't you? :)

The problem is, the thinner the part gets, the less magnetic attraction there is, and eventually, unless very thin
cuts are taken ("thin" in this case meaning .0001" to .0002" per pass) the part starts to slide on the magnet.
This can cause all sorts of problems- besides the part being grabbed and flung out of the machine, if it slides,
it slides along with the wheel, which means it gets hot in one spot, which causes thin parts to curl, which then
leads to burned sports, thin areas or even holes. The sliding part can also pile up grinding dust under it,
which can cause that edge to grind thin, and so on.
The fix?
Superglue.

Really. Just a couple drops of super glue holds the part quite firmly. Apply a bit of glue,
drop the part on the chuck, activate the magnet...

And plunk something heavy- and ferrous- on top to squash it all flat while the glue cures.
(That's the wheel dresser- a diamond point in a steel block.)

Once we're done grinding that side, we apply some acetone to soften the glue. I put some in a small bottle
with a dropper, to make it easier to apply. Even with the acetone, I still had to (gently!) pry the shim up with
a razor blade, and then use more acetone to clean off the residue. It's not tidy, but it gets the job done.
Anyway, after several cycles of this- grind, flip, grind, flip, etc.- I finally had both sides dead flat...

And spot-on to spec.

Then it's just slipped into place, the thrust washer installed after that, and it all held in place by the cam gear
and balancer. Not the most efficient use of time or tools, but an interesting little project nonetheless.
All text, photos and graphics
Copyright 1998- 2017, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.



