[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
How to do CNC milling, without a CNC. Or, how sausage is made. :)
A client had an unusual request; to replicate a rare custom Angel, one that had been hand-made by a player in Germany.
(Part Two of Three.)

With the rear features largely done, it was back to the power tools to rehsape the RotaBreech door and the barrel hood
area, to conform to the original photos. This is basically sculpting and hand carving- fortunately I'm fairly good at it. :)
For those wondering, the breech section is locked in place by a custom-built expanding clamp tool I made many years ago,
specifically for doing milling like this on Angels. You can see a stud and nut holding the fixture in place, at the rear.

Again, once the power tools had removed the bulk of the metal, it was back to several hours of fine, detailed file work.

And there's the end result. It is now time to start the process of polishing out
all the tool marks, with progressively finer grades of sandpaper.

The difference between this photo and the previous one represents at least two hours, probably more, of careful sanding.
I use 3M wet-and-dry automotive sandpapers- they cost more, but it's worth every cent. I also sand wet, using a
bucket of warm water with just a drop or two of dish soap to help the water "wet". Sanding wet helps keep the paper
from clogging, which makes it last longer, and eliminates the dust. (Seriously, don't breathe aluminum dust.)

The photo doesn't really show the difference in surface finish, but there's another hour of sanding,
this time down to 1,000 grit.

Looks good at 1,000 grit? Nope, there's still some minute features to smooth out, so still more sanding.

Once that was done, it was time to add the grooves. On the original example, the owner had simply milled
slots in the barrel hood and breech door, all the way through to the passages inside. While that wasn't a terrible
thing for the barrel hood (although it did weaken the threads by quite a bit) it wasn't acceptable to me in regards
to the bolt. The open grooves vented a lot of gas from the gun firing, and would catch sand, paint and grit
which would wear both the bolt and breech as it cycled. Therefore, I set out to cut visually similar grooves
that left a thin wall of metal inside, giving the look of the cuts but without the drawbacks.

Again, it was off to the mill for the preliminary cuts. Due to the thinness of the walls and the shape of the body,
not much metal was removed at this stage. It doesn't look it, but there was probably another hour there,
just in laying out the angle, spacing and depth of those cuts, before I ever clamped it in the vise.
Now, I knew these grooves were going to be tricky when I accepted this job, but I hadn't quite realized
just how tricky they would actually be. It turned out to be quite the complex compound angle,
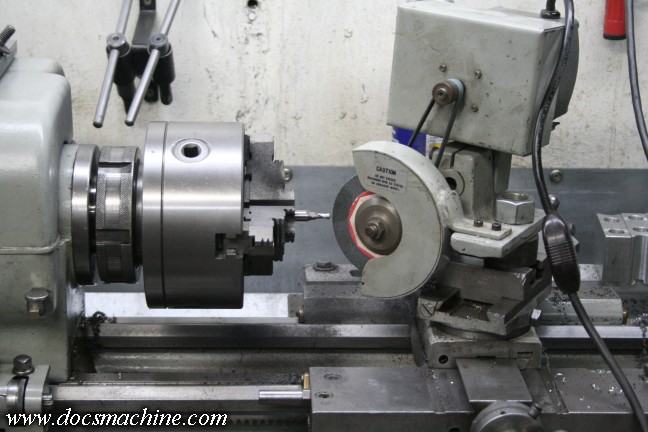
which again required me to modify some tooling.

In this case, I reground the tip of an endmill to allow me to make the angled top cut of the slots,
after kicking the head of the mill over by 30 degrees.

However, as you'll note, even the modified endmill wasn't able to cut the entire slot- in fact, no endmill
could make a slot like that. Fortunately, I have an array of obscure, and often antique, machines at my
disposal, so I dusted off my seldom-used 10" shaper, a style of machine tool that was obsolete
even before the start of World War 2, and with a custom-ground tool, was able to fairly
easily complete the other half of the top slots.
Click 'Next' to read Part 3!
All text, photos and graphics
Copyright 1998- 2015, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





