[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
Saving a 1943 Springfield Engine Lathe, Part 12:

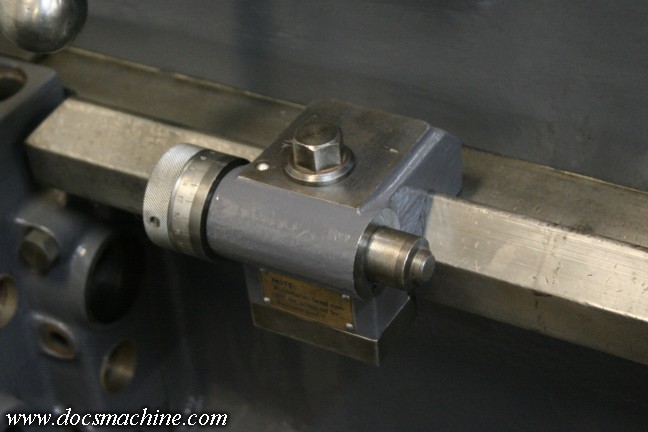
About this time in the build, I found a large carriage stop of unknown ancestry, and after comparing some dimensions
with the seller, I elected to buy it. We still don't know the actual brand, though I saw one almost identical on eBay that was
listed as being a Monarch item. Either way, it proved suitably sized for the monster, just needing a little adjustment.

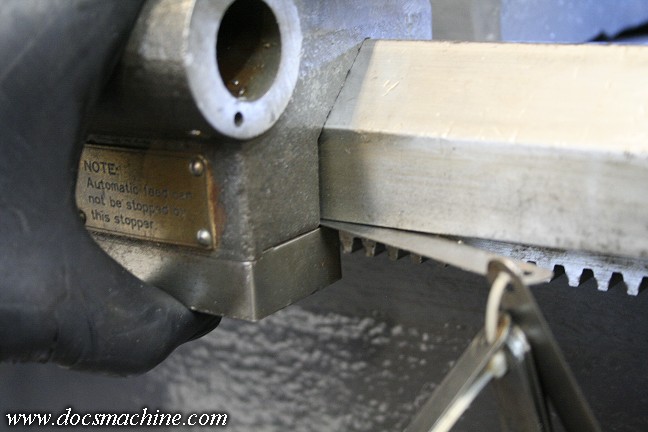
Interestingly enough, the dial was marked with 20 divisions, and the body stamped that each division
equalled 0.0025". The screw inside is 20 tpi, so it seems odd they didn't mark it with 50 divisions (there's
plenty of room) and have it a nice simple .001" per mark. Or 25 divisions and have each one an even .002".
My best guess at this point is somebody thought, hey, 20 tpi, 20 divisions. :)

Anyway, as it turned out, it almost fit my ways. The only real issue being that the Springer ways have a
round peak, and whatever this stop was intended for, had a flat peak. That and the inner way face was
just a touch too long, so a fix was easy...

Mill the long side down a tad...

And round the peak of the Vee ever so slightly with a 1/4" ball-nose endmill.

After that, it fit just fine.
This, however, revealed that the clamping leg was just a little too long. Even when cinched up, the clamping plate
wouldn't make contact. This, too, was a simple fix- I loosened the bolt so the clamping plate appeared about
level/parallel to the body of the stop, and measured the gap with some feelers.

Then I just milled down both faces at the bottom of the clamping leg by that dimension- only about 0.030" or so, as I recall.

A quick test-fit, then some paint...

Give the internals a quick scrub and close inspection...
And reassemble! Naturally I haven't had a chance to try it yet, but it should work just fine. The .0025" thing kind
of bothers me though, in an OCD way, so at some point I'll probably turn the knob and collar down lightly and
restamp them for either 25 or 50 divisions. The stamping on the top is pretty deep though, so I'm not sure I want to
mill/grind that much off. Maybe I'll just mill a shallow slot over just the stamping and restamp in the new recess.
All text, photos and graphics
Copyright 1998- 2017, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





