[
Return to Main Page ] [
Return to Projects Index
] [
Doc's Machine & TWB Store] [
Contact Us ]
[
The Whiteboard Webcomic
]
Converting a Logan 11" x 32" Lathe over to full CNC, Part 18:

That cardboard pattern got transferred to some 3/8" aluminum bar stock, and cut out on the bandsaw.

The cut blank was then cleaned up on a cheapie Grizzly 1x30 belt-sander, which will have to do until
I can finally finish my big 2x72" grinder that I've been working on for altogether too long. :)

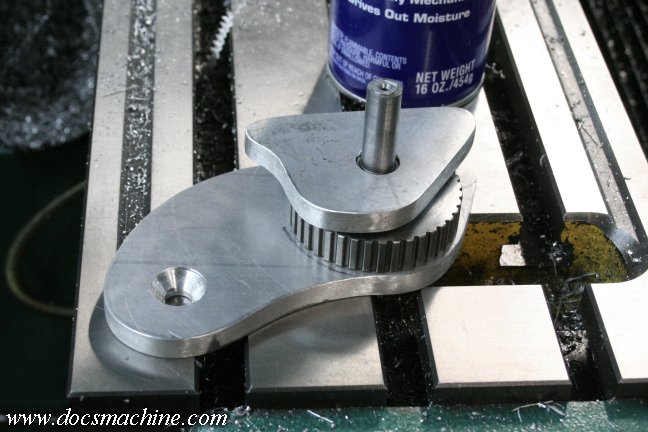
I then turned up a plug/spacer and drilled and tapped it...

And drilled and countersunk the blank to bolt it on like so.

The plug fits snugly into the back-gear bore, allowing the entire assembly to pivot, allowing for adjustment of
belt tension. However, installing the collet closer to check for interference showed things were going to get a bit
tight up towards the top, so I decided to move the pulley downward a bit.

A quick scribble with a sharpie, and I lopped about an inch off with the bandsaw,
and re-finished the cut edges on the sander again.

I then located a plausible spot for the axle centerline, and bored the plate to accept a bearing-
but with a "step" in the bore so the bearing would be positively retained.

The revised arrangement test-assembled. Looks good so far.

And the alignment to the spindle pulley looks perfect.

Another cardboard template, a bit more bandsaw work, and some more sanding and I have a second plate.
This one, too, gets bored with a stepped hole for the opposite bearing.

Then, with a bit more measuring, I turned up a short spacer, and drilled the two plates to bolt them together.
All text, photos and graphics
Copyright 1998- 2017, Doc's Machine & Airsmith Services. All Rights
Reserved.
Information contained in
these pages is for reference and entertainment
purposes only. Our methods are not always the best,
quickest, safest, or even the correct ones. It's up to you to know how
to use your own machines and tools.
Keep your fingers away from the spinny blades o' death and you should
be all right.





